
There are six basic types of cast iron with several varieties of each as given below:
Type # 1. White Cast Iron:
White cast iron has all its carbon in the combined cementite form (i.e., free of graphite). Cementite is hard, brittle and white compound. As the fractured surface of white iron looks silvery-white and dull as the fracture occurs along cementite plates-that is why, the name ‘white cast iron’.
White cast iron is hard (≈ 1000 VPN), wear resistant, but brittle and practically un-machinable (due to cementite). Fe-C alloys having carbon (or CEV) between 2.11% to 4.3% are hypo-eutectic white cast irons; with 4.3% C is eutectic white cast iron; more than 4.3%C (or CEV) are called hyper-eutectic white cast irons.
All commercial white irons are hypo-eutectic cast irons, as the rest white cast irons are extremely brittle. Depending upon the carbon content (or CEV), hypo-eutectic white irons have varying proportions of broken dendrites of pearlite, cementite and transformed ledeburite in the microstructure.
ADVERTISEMENTS:
The brittleness of hypoeutectic white cast irons makes them find limited engineering applications, and that too for their excellent wear resistance (in their as-cast or ground-machined state) as liners of cement mixers, ball-mills, pumps; wearing plates, drawing-dies, extrusion nozzles, grinding balls, parts of sand slingers.
White iron normally has- C = 2.5-3.5%; Si = 0.4-1.0%; Mn = 0.5-0.7%; P = 0.4% S = 0.15 max. Sometimes, 4-5% Ni, and 1-4% Cr may be added. Depending on the carbon content, the hardness of white iron varies between 350-500 BHN, tensile strength 15-50 kg/mm2 and compressive strength 140-180 kg/mm2.
A large tonnage of white irons is used as a starting material for the production of malleable irons. White cast irons are given only stress-relieving heat treatment by heating the castings to about 500- 550°C followed by slow cooling. These stresses may have been developed due to differential cooling rates across the cross-section during solidification. The heat treatment of alloyed white irons is discussed separately.
Chilled Cast Iron:
ADVERTISEMENTS:
Most of the direct applications of white iron are actually of chilled iron. A chilled iron casting solidifies as white cast iron on the surface, and the grey cast iron in the core; the fracture also shows white and grey structures.
Here, the composition of cast iron is so adjusted as to produce carbon as cementite (i.e., white iron) on rapid cooling (obtained by casting in a metal mould, or by using a meta; or graphite plate-called chill-which gives cementite in its vicinity), and graphite on slow cooling (as in the interiors of the castings).
The presence of graphitisers decreases the chill depth, but. A low-silicon content cast iron can easily get chill depth, but the carbide forming elements (Cr, Mo, etc.) increase it.
A low-silicon content cast iron can easily get chilled such as:
ADVERTISEMENTS:
Carbon = 3.3-3.6%;
Silicon = 0.6-1.8%;
Phosphorus = 0.4%;
Manganese = 0.4-0.6%;
ADVERTISEMENTS:
Sulphur = 0.12%;
Tensile strength = 20-30 kg/mm2;
Hardness = 200-400 BHN
Chilled cast iron has high wear and abrasion resistance (of surface) along with reasonable damping capacity to find use in rail-road freight-car-wheels; rolls for crushing ores; grain-mill rolls; cane-crushing- rolls; road-rollers; grinding balls, stamp-shoes, dies, cold rolling rolls, etc.
ADVERTISEMENTS:
In chilled cast iron, the transition zone consists of both grey and white iron structures, i.e., has graphite flakes, pearlite and secondary cementite, and this is called mixed or mottled cast iron.
Incorrect foundry control may result in the whole casting to solidify as mottled iron having ‘B’ type of rosette groupings of flakes. This highly brittle iron does not find applications. Even in the chilled iron, the thickness of the mottled layer is decreased by increasing both the graphitizes as well as carbide-forming elements.
Type # 2. Grey Cast Iron:
It contains carbon in the form of graphite flakes. As the graphite is soft, brittle and grey in colour, thus the fracture appears grey, and the cast iron is named as ‘grey’ cast iron. Graphite flakes are dispersed in a steel matrix, which could be ferrite, pearlite or both.
Graphite in reality is like ‘corn flakes’, but in the microstructure, the flakes appear as irregular strands with pointed ends, which act as stress-raisers in the structure; as the flakes break the continuity of the steel matrix, this act as cracks to cause brittle fracture, and thus are responsible for considerable reduction in strength and toughness of the castings.
Graphite may have different shapes, sizes and distribution, depending on the cooling conditions, the amount and nature of certain intentionally added elements; this results in different mechanical properties. The length of graphite flakes can vary from around 0.01 mm to about/more than 1 mm (designated as size one to size eight of flakes).
Large flakes interrupt the continuity of the steel matrix more seriously, i.e., are more damaging than small flakes (thus, preferred). Slow cooling results in coarser and a fewer flakes. Increasing the amount of carbon (and silicon) increases the volume of the graphite to decrease the strength of the cast iron.
Depending on the orientation and distribution, the flakes are classified from A to E categories. The most desirable is ‘A’ type flakes, which have uniform distribution and random orientation.
Depending on the structure of the matrix; size, distribution and orientation of flakes, grey cast irons have different tensile strengths. Thus, grey cast irons are graded in six categories depending on the tensile strengths (not based on composition) varying from 15 kg/mm2 to 40 kg/mm2 as given in Table 15.1.

Grey cast irons have good castability (due to excellent fluidity and voluminous graphite compensating the solidification-shrinkage), good machinability, good wear resistance, high damping capacity, good compressive strength, notch-insensitivity etc. The wide range of physical and mechanical properties along with low cost of production, make grey iron as a widely used engineering material such as for clutch plates, brake-drums, heavy machine beds; counter weights in elevators, furnaces; guards and frames, gear housings; pump housings; housing for steam turbines, cylinders, pistons, engine frames, etc.
Grey irons are brittle materials as these have poor ductility and low impact resistance. The defect ‘growth’ occurs as a permanent expansion due to repeated heating in service to about 400°C. ‘Fire-cracks’ are the cracks formed when grey iron is repeatedly heated locally to a temperature of 550°C. Addition of chromium and having fine grain structure reduce this defect called ‘crazes’.
Alloy cast irons like Silal, Nicrosilal resist well such defects. Typical composition of grey iron (low strength) is- C = 2.5-4.0%; Si = 1.0-3.0%; Mn = 0.4-1.0%; S’ = 0.06-0.25%; P = 0.1-0.9%; whereas, the composition of grey iron (high strength) is, C = 2.8-3.3%; Si = 1.4-2.0%; Mn = 0.5-0.8%; S = 0.12% max; P = 0.15% max and some alloying elements, 1.0% Ni, 1.0% Mo; 0.5% Cr; 0.2%V.
Meehanite Cast iron is a special grade of grey iron in which the molten iron is treated with strong graphitising agent, calcium silicide as inoculant just before casting it. It results in very fine graphite flakes, uniformly distributed in a matrix of pearlite. In the absence of any treatment, the composition results in white fracture, i.e., has low silicon content with moderate carbon content of about 2.5-3.0%.
Meehanite iron has superior properties such as good machinability, damping capacity, and tensile strengths of about 25-40 kg/mm2. Meehanite iron responds well to heat treatment, and can be toughened by oil- quenching treatment to result in tensile strength upto 52 kg/mm2, and thus could be used for machine beds and frames. Meehanite iron responds better to all the heat treatments given to grey iron.
Type # 3. Compacted-Graphite (CG) Iron:
The compacted-graphite iron contains graphite flakes that are stubby (thick and short) and have rounded edges (interconnected within eutectic cell) embedded in steel matrix-normally pearlitic.
The formation of compacted-graphite iron depends on the chemical composition, section thickness (i.e., rate of cooling) and the process used for its production. The microstructure may contain 10-20% spheroidal graphite, and it requires CEV of around 4.00.
The sulphur content of the raw material should not be more than 0.035%, or the liquid iron is first de-sulphurised in the ladle before processing further. In one method, nitrogen (0.015%) is added to liquid alloy in ladle by adding nitrided ferromanganese (80% Mn, 4% N, rest Fe). This process results in non-uniform microstructure and even unsound castings.
In another method, an alloy (4-5% Mg, 8.5-10.5% Ti, 4-5.5% Ca, 1-1.5% Al, 0.2-0.5%Ce, 48-52% Si, rest Fe) in amounts 0.6-1.6% is added at 1400°C as additions are made to produce S.G. iron (after de-sulphurisation) so that the resultant iron contains residual Mg (0.015-0.03%), Ti (0.06-0.13%) and traces of cerium. Titanium restricts the spheroidal-graphite-forming tendencies of magnesium. This method is thickness-sensitive as spheroids tend to form in thin sections.
As the rounded edges of graphite flakes are not that damaging stress-raisers, the compacted graphite iron has physical and mechanical properties intermediate between those of grey iron and those of S.G. iron, i.e., has strength, stiffness, and ductility (2-3% E) higher than grey iron but retains good damping capacity, thermal conductivity. Its resistance to crazing, cracking, distortion, growth, scaling at high temperatures is superior to both SG iron and grey iron.
Thus, CG iron is an attractive heat-resisting material. As the shrinkage during casting is less than in SG iron, this iron is used for making thick-sections such as hydraulic valves, ingot moulds, cylinder-heads, exhaust manifolds, brake-drums, discs, piston rings, gear pumps, eccentric gears, fluid and air cylinders, etc.
CG iron having inferior mechanical properties but similar production costs as S.G. iron, has limited replacement potential to SG iron parts but can replace more expensive alloyed grey cast irons. Compacted- graphite irons are not normally heat-treated.
Type # 4. Malleable Cast Iron:
It derives its name because it is much more ductile than grey iron. The starting material is the white- iron castings of controlled composition as given in table 15.2, which has been cast to shapes in sand moulds. Carbon is kept low so that lesser amount of graphite is formed during malleable-annealing to have higher resultant ductility and to reduce the heat-treatment time as lesser amount of cementite has to be graphitised.
Silicon is kept a bit higher to facilitate faster decomposition of cementite to graphite during malleablizing to reduce its time, but not enough to produce graphite flakes in the core of the thick-sections during solidification of white iron castings, as once the flakes are formed, the cast iron becomes unsuitable for malleablizing (as the annealing then, only thickens the flakes).
This limits the maximum thickness of castings to 40-50 mms. Higher carbon contents can be used for very thin-section castings such as pipe-fittings to get required fluidity without using excessive metal temperatures. Mn content may be increased to 1% to obtain pearlitic matrix.
Some sulphur (as in white-heart process) too is permissible to increase the stability of cementite. Boron, bismuth (< 0.01%) and aluminium improve annealability by increasing the number of graphite clusters. Ni increases the strength of cast iron.
Cu and Mo increase the corrosion resistance and strength. Te promotes white iron formations. Some foundries add 0.25% graphite to molten charge to induce some graphite nuclei in the melt, which are retained as it is in white iron, but speed up malleablizing (graphite formation) annealing. Addition of 0.15% NaCl seems to decrease the annealing-time to promote carbide decomposition.

The white iron castings, having cementite and pearlite in microstructure are given long (50 hours to several days) high temperature annealing treatment (called malleablizing treatment) so that the metastable cementite decomposes to free carbon i.e., graphite as irregular roundish clumps of graphite-called temper carbon nodules and iron.
The microstructure of malleable iron consists commonly of temper carbon nodules embedded in steel matrix, which is commonly ferrite. This is ferritic malleable. This is also called standard malleable iron. Less frequently, the matrix is pearlitic.
This is pearlitic malleable iron. As the roundish graphite shape disrupts the steel matrix to a lesser extent, and have greatly diminished notch-effect (compared to sharp-edged-flakes in grey iron), malleable iron has more ductility (up to 20%), strength, toughness, and are even bendable. Ferritic malleable has more ductility than pearlitic malleable, which can have tensile strength of 775 N/mm2.
The names of the two original malleablising methods, the Black-heart and the white-heart refer to the colour of the fractures after the treatment. White-heart malleable iron is obtained by heating the white iron castings in an oxidising atmosphere, normally obtained by packing in a box containing hematite ore for 70-100 hours at a temperature of about 1000°C. The carbon of the surface of the casting gets oxidised to CO2 by the hematite ore.
This causes more carbon to diffuse from the core to and get lost by oxidation at the surface. Thus, a thin section may become completely ferritic, which on fracture appears as steely white, even in its core; hence the name ‘white-heart’. In thick sections, the edge of the casting is ferritic (without graphite) but gradually changes (towards the core of casting) to some pearlite and further to complete pearlite along with some nodules of temper carbon.
Black heart malleable iron is made by heating white iron castings (composition shown in Table 15.2) packed air-tight alongwith non-reactive materials (gravel, cinders etc.) acting as a mechanical support for 50 to 170 hours at 850° to 950°C, when the cementite changes to temper carbon nodules in a ferrite matrix. No decarburisation occurs, and depending on the heat treatment cycle, the structure of the matrix could be controlled to either ferritic or pearlitic.
Nowadays, the annealing of the white iron castings is done in a furnace with controlled atmosphere of dry nitrogen, hydrogen (1.5%) and carbon mono-oxide (1.5%). The dew point of this atmosphere should lie between – 40° to – 7°C. Such an atmosphere avoids decarburisation and loss of temper carbon, and reduces the time of annealing to 48 hours, or less. Such furnaces are continuous type having moving-hearth with controlled non-oxidising atmosphere. The final structure normally consists entirely of ferrite and finely dispersed temper carbon nodules (as the fracture is black, thus the name, black-heart malleable).
Process of Graphitisation:
The white cast iron castings are heated slowly (to avoid distortion and cracking) to malleablising annealing temperature of around 900°C (940°-960°C for short cycle gas annealing). Pearlite transforms to grains of austenite at lower critical temperature.
This austenite, on further heating, dissolves some secondary cementite till the annealing temperature, 900°C is attained. Here, the microstructure consists of saturated austenite (≈ 1.1% carbon dissolved in it) as C1 composition in Fig. 15.7 and some secondary Fe3C plus eutectic Fe3C, assuming C0 as original carbon content of white cast iron.

This figure clearly shows that the saturated austenite (C1) of metastable system, Fe-Fe3C, at a temperature of 900°C (TC0), has more carbon (1.1%) dissolved in it as given by composition C1 than the saturated austenite of stable system, Fe-Graphite as given by composition point C2.
For stability, there is a driving force for the carbon to precipitate out of austenite as free graphite (temper carbon). Nucleation of this graphite occurs at austenite-cementite interfaces and at sulphide inclusions during heating to and very early during holding time at the malleablising temperature.
Holding at this temperature is called first-stage-graphitisation (FSG). Due to precipitation of graphite, the adjacent austenite gets depleted of carbon, but the same amount gets dissolved in it from the adjacent cementite. As the stable austenite has the composition given by C2, thus, this carbon diffuses through austenite to deposit as graphite on the already existing graphite nuclei.
The graphite nuclei grow at approximately equal rates in all directions, and ultimately appear as irregular nodules of temper carbon. The dissolved cementite leaves behind austenite there. At the end of holding, FSG results in a structure of temper carbon nodules distributed in a matrix of saturated austenite.
The presence of submicroscopic particles (due to inoculant addition during melting) increases the nucleation and graphitisation. Although increase of annealing temperature increases the number of nuclei as well as the rate of decomposition of cementite, but it may result in excessive distortion of castings (also the solubility of N2 decreases resulting in reduction in mechanical properties of iron).
As graphitisation is a slow process, FSG may require 20-70 hours (3-10 hours is inert-gas short cycle anneal). After completion of FSG, the castings are cooled fast to 740°C in 2-6 hours’ time. In the second stage graphitisation (SSG), the castings are cooled very slowly through the range 740° to 700°C at a rate 2°-28°C/hr (depending on thickness, silicon%, and temper carbon nodule count) during which the eutectoid reaction occurs.
During the cooling, extra carbon dissolved in austenite deposits as graphite on already existing temper carbon nodules; austenite changes to graphite and ferrite (the stable eutectoid reaction); the cementite of pearlite, if formed also decomposes to graphite and ferrite. Once, the graphitisation is completed at 700°C, or so, the microstructure is composed of temper carbon nodules embedded in ferrite matrix, free of pearlite and graphite.
If the cooling rate had been increased to 85°C/min by air-quenching from 900°C (atleast during the SSG range, 740°-700°C), then the austenite transforms to pearlite yielding the pearlitic matrix of pearlitic malleable iron. Any intermediate cooling rate between these two extremes may result in matrix of pearlite and ferrite (ferrite in immediate vicinity of temper carbon) resulting in a Bull’s eye structure.
Normally after air-cooling, the pearlitic malleable iron castings are heated to 550°-650°C, called drawing process, so as to spheroidise the pearlite to improve the machinability, ductility and toughness with slight drop in hardness and strength.
Type # 5. Spheroidal Graphite Iron (S.G. Iron):
It derives its name as its microstructure contains nodules, or spheroids of graphite embedded in the steel matrix, normally of ferrite, or pearlite (or austenite in alloyed iron). It is also called as ductile, nodular, or spherulitic iron. S.G. iron has product advantages of steel, but process advantages of cast iron.
The usual composition of S.G. iron is:
Carbon = 3.2-4.1% Sulphur = < 0.03%
Silicon = 1.0-2.8% Phosphorus = < 0.10%
Manganese = 0.3-0.8% Magnesium = 0.04-0.06%
(Nickel as alloying element).
S.G. iron is produced by treating the melt (from raw materials of more controlled composition than that give grey iron) more commonly with magnesium, or cerium, or a combination of these elements, or such elements as Ca, Ba, Li, Zr, inducing spheroidal graphite to grow during solidification.
The use of magnesium as inoculant such that 0.04-0.06% remains as residual magnesium, is more easy to adopt and economical, but certain elements called inhibitors, Table 15.4, if present even in quantities such as 0.1% Ti; 0.009% Pb; 0.003% Bi; 0.004% Sb, prevent the process of spheroidisation, but addition of 0.005-0.01% Ce (in addition to magnesium) nullifies their effect. It is better to have a melt low in P, Cr, Ti, Cu, Pb, Bi, Sb, etc.

For most raw materials, the combined addition of Mg and Ce is made to the melt, which is immediately followed by ferrosilicon as inoculant (as Mg is a carbide former) to produce S.G. iron. As sulphur helps to get graphite flakes, its content in the raw materials should be low (< 0.03%), or remove it during melting, or by mixing the melt with desulphurising agent such as calcium carbide, or soda ash (sodium carbonate). The melt should be as pure as an alloy of Fe- Si-Mn-C.
Magnesium is added to remove sulphur (as Mg2S) and oxygen (as MgO), present still in the melt. Mg desulphurises the iron to below 0.02%, before alloying with iron to be present as 0.04% residual magnesium. As Mg and such elements have strong affinity for sulphur, these, thus, scavenge sulphur from melt to go to free surface of the molten metal. As these additions are expensive, the cost of SG iron increases, and thus, it is economical to have low sulphur in the raw materials.
Residual magnesium induces the growth of graphite to be spheroidal. The interfacial energy probably becomes high to have a dihedral angle of 180° (in simple terms, the melt does not wet the graphite). As magnesium as a metal is light and reactive to burn off at the surface of the melt (at 1500°C), it is preferred to add magnesium as Ni-Mg or Ni-Si-Mg alloy, or magnesium coke. Now-a-days, it is added as metal by ladle-transfer, covered ladle-technique, porous-plug stirring or in-mould technique.
Magnesium and ferrosilicon are added shortly before casting. Re-melting of SG iron causes reversion to flake graphite due to burning away of magnesium. Because of the stirring done after addition of inoculants, the evolution of lots of gases causes blow-holes in castings.
Moreover, the shrinkage during solidification of S.G. iron is much more than in grey irons, still S.G. iron is replacing grey irons and steels in many applications. Nodular form of graphite weakens the steel matrix to a much lesser extent than flakes in grey irons.
Moreover the nodules of graphite don’t act those serious stress-raisers. S.G. iron have mechanical properties such as tensile strength, ductility and toughness about equal to cast carbon steels, and favourable properties of grey iron such as good machinability, good damping capacity, high wear resistance and is free of defects such as fire-crazes and is less section-sensitive. Some properties of S.G. irons with different microstructures are given in Table 15.5.
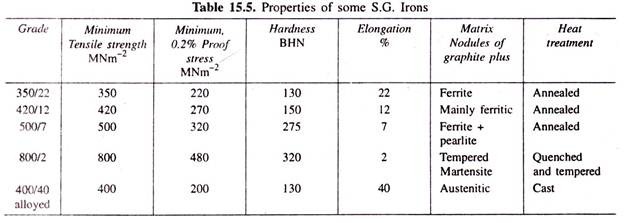
The matrix of the as-cast S.G. iron depends on the composition and the rate of cooling. Fig. 15.10 illustrates the preferred range of carbon and silicon to obtain S.G. iron.
The following composition solidifies as ferritic S.G. iron:
C = 3.7%
Si = 2.5%
Mn = 0.3%
S = 0.01%
P = 0.01%
Mg = 0.04%
The fig. 15.9 illustrates microstructure of ferritic S.G. iron. When the amount of pearlite is upto a maximum of 10% with rest matrix as ferrite, such as Bull’s eye structure, it is still ferritic S.G. iron. Ferritic matrix induces maximum ductility, toughness and machinability.
Austenitic ductile matrix, is obtained by alloying with 15-36% Ni, 1.8-6% Cr to obtain high corrosion and creep resistance to find applications as gear pumps for processing sulphuric acid, pumps and valves in sea water applications, and for crude oil in petroleum industry, components used in steam services.
S.G. iron is commonly used for crank shafts; pistons and cylinder heads in auto and diesel engines; valves and pump bodies, gears and roller slides, drive pulleys, fly wheels, work-rails, table rolls, coke-oven doors, pipes, pinions, etc.


Type # 6. Alloyed Cast Irons:
Alloy cast irons contain more than 3% of one or more of the elements such as Ni, Cr, Cu, Si, Mo, V etc. in white iron, grey iron or ductile iron to improve one or more of the properties such as resistance to corrosion, heat or wear, and strength, hardness, shock and impact resistance. Ni-hard (3-5% Ni, 1-3% Cr), Ni-Resist (13-36% Ni, 1.8-6% Cr), Silal (5.5-7.0% Si), Nicrosilal (1.5-2.0%C, 4.5-5.0% Si, 0.6-1.0% Mn; 18-23% Ni; 2-2.4% Cr) are some well-known alloyed cast irons.